
























جوشکاری ورق نازک فلزی یکی از مراحل چالش برانگیز در صنعت فلزات میباشد. زیرا این ورقهای نازک فلزی خواص فیزیکی خاصی داشته و از ضخامت بسیار کمی برخوردار هستند. همین امر فرایند جوشکاری آنها را نیازمند دقت، تکنیک و تخصص بسیار بالا میکند. به همین منظور جوشکاران باید در زمینه جوشکاری ورق نازک به مهارت بالایی دست پیدا کنند تا بتوانند این کار را به درستی انجام دهند. همچنین استفاده از تجهیزات مناسب و با کیفیت نقش مهمی در افزایش کیفیت جوشکاری ورق نازک ایفا می کند. در همین راستا استفاده از الکترود جوشکاری و دیگر تجهیزات مرغوب را توصیه میکنیم.
جوشکاری ورق نازک چیست و دلایل اهمیت آن
جوشکاری ورق نازک به فرایندی گفته میشود که طی آن دو یا چند قطعه فلزی با ضخامت بسیار کم یعنی کمتر از سه میلی متر به یکدیگر اتصال داده می شوند. این جوشکاری به علت ظرافت و دقت بالایی که دارد، در صنایع مختلف حائز اهمیت است. برخی از مهم ترین دلایل اهمیت جوشکاری ورق های نازک شامل موارد زیر میشود؛
- قابلیت تولید قطعات با دقت و تمرکز بالا ابعاد دقیق در صنایعی مانند الکترونیک هوا فضا خودرو و…
- استفاده از ورقهای نازک ر روند ساخت سازه ها و قطعات مختلف (صرفه جویی در مواد)
- با انتخاب روش جوشکاری مناسب برای ورق های نازک و تنظیم پارامترهای جوشکاری میتوانید اتصالات محکم و یکنواخت را ایجاد کنید.
انواع روشهای جوشکاری ورق نازک کدامند؟
روشهای متفاوتی برای جوشکاری ورق نازک وجود دارند. هر کدام از این روشها دارای نکات خاص، مزایا و معایب خود میباشند که در ادامه به تفصیل این روش ها را بررسی میکنیم.
جوشکاری TIG
این روش جوشکاری به این صورت است که جهت جوشکاری ورقهای آلومینیومی، استیل ضد زنگ و سایر فلزات استفاده میشود. در این روش یک الکترود تنگستن غیر قابل مصرف و گاز محافظ آرگون ترکیب خواهند شد.
جوشکاری MIG
در این روش از یک سیم جوش مصرفی و گاز محافظ آرگون یا مخلوطی از سایر گازها استفاده میشود. این روش سرعت بالا و روش آسانی دارد. به همین علت یکی از پرکاربردترین روش های جوشکاری فلزات نازک به حساب می آید.
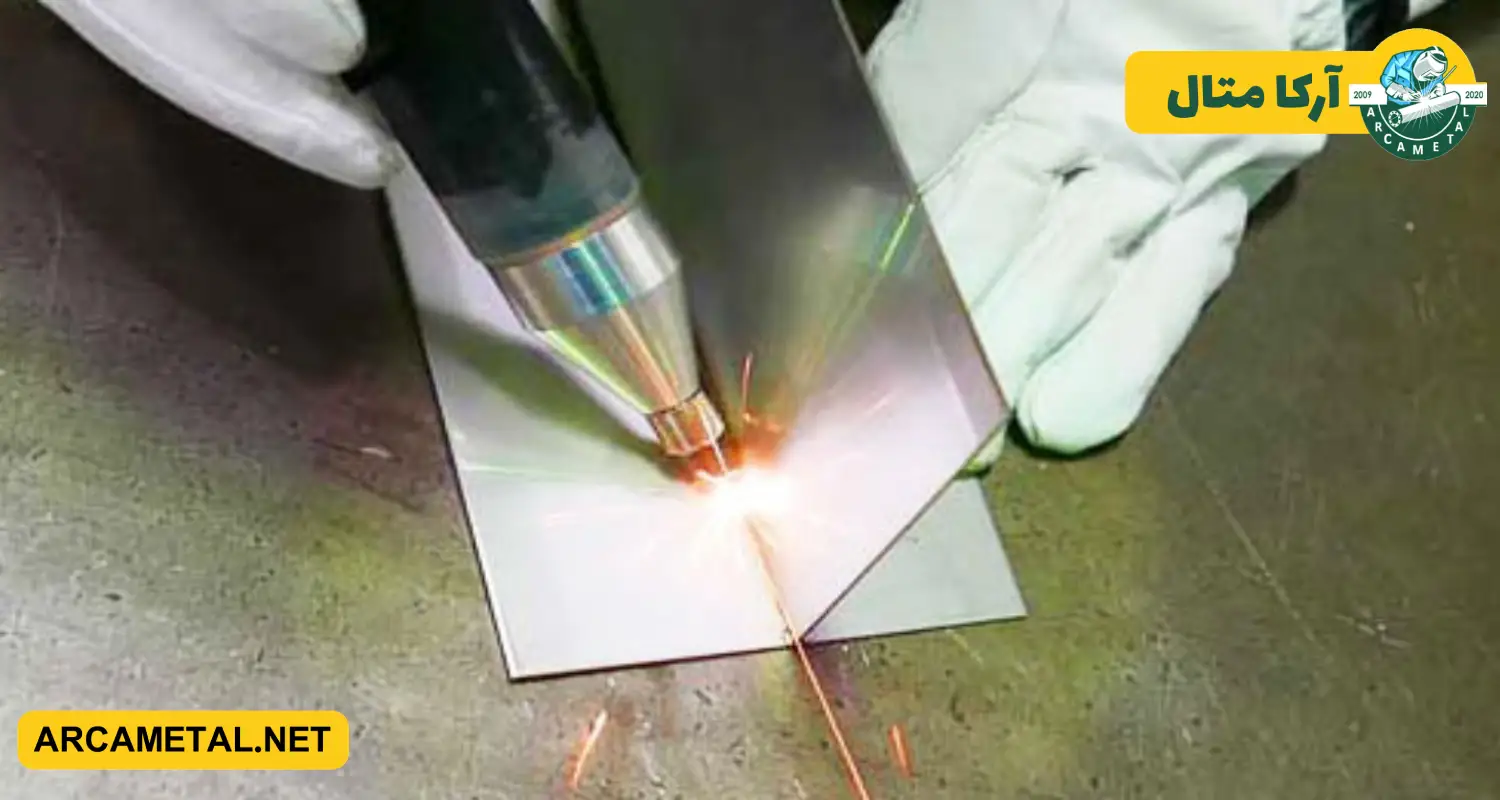
جوشکاری لیزری
یکی از پیشرفتهترین روشها جهت اتصال ورقهای نازک با ضخامت بسیار کم، روش جوشکاری لیزری میباشد که در این روش از پرتو لیزر با انرژی بالا و متمرکز جهت ذوب شدن و اتصال قطعات مختلف استفاده میکنند.
روش لیزری دقت بالا، سرعت خوب و کیفیت خیلی خوبی دارد. به همین علت در اکثر صنایع استفاده میشود. همچنین این روش نیاز به مواد مصرفی مانند: الکترود یا سیم جوش ندارد. در نتیجه کاملاً مقرون به صرفه است. شما با این روش منعطف می توانید جوشکاری انواع فلزات نازک را انجام دهید.
جوشکاری الکترونیکی
روش بعدی برای جوشکاری ورق نازک جوشکاری الکترونیکی است که آن را با نام جوشکاری اتصال نقطهای نیز میشناسند. این روش بسیار دقیق و ظریف بوده و اتصال قطعات فلزی با ضخامت کم را انجام میدهد و اکثراً در صنایع الکترونیک مورد استفاده قرار می گیرد. به این صورت که از یک جریان الکتریکی با ولتاژ بالا جهت ایجاد حرارت و ذوب کردن فلز استفاده می کند.
این روش حرارت موضعی بالا و زمان تماس اندک دارد. پس میتوانید جوشکاری قطعات حساس کوچک را با آن انجام دهید. حرارت ورودی در این روش جوشکاری بسیار کم است که همین امر از ایجاد آسیب برای سایر قسمتهای قطعه جلوگیری میکند.
جوشکاری مشعل یا Torch Welding
این روش از جوشکاری یکی دیگر از روشهای جوشکاری ورق نازک میباشد که به عنوان قدیمیترین و کاربردیترین روشها شناخته میشود. طی این روش از حرارت به دست آمده از سوختن یک گاز سوختنی با اکسیژن جهت ذوب شدن فلز و ایجاد اتصال استفاده میشود. در روش جوشکاری مشعل یک مشعل مخصوص با ترکیب شدن گاز سوختنی مثل استیلن، پروپان یا هیدروژن و اکسیژن شعلهای با دمای خیلی بالا تولید میکند که این شعله به محل اتصال فلزات هدایت میشود و با ذوب کردن لبه آنها و اضافه شدن سیم جوش یک اتصال مستحکم را ایجاد میکند.

نکات مهم جوشکاری ورق نازک
برای جوشکاری ورق نازک باید به نکات مهمی دقت داشته باشید که رعایت این نکات و افزایش کیفیت جوشکاری کمک زیادی میکند. زیرا این نمونه از جوشکاری ظرافت و حساسیت خیلی بالایی دارد که موفقیت آن ملزم به رعایت این نکات میباشد. در ادامه نکات را بررسی میکنیم.
- انتخاب روش جوشکاری مناسب: اولین و مهمترین نکته برای جوشکاری ورق نازک انتخاب یک روش مناسب برای جوشکاری است که این روش بر اساس جنس فلز، ضخامت ورق و نوع اتصال تعیین میشود.
- آماده کردن و نظافت سطوح: خیلی مهم است که قبل از جوشکاری ورقهای نازک سطح کار را از هرگونه گرد و غبار، آلودگی و چربی تمیز کنید.
- برش دادن لبههای ورق: حتماً لبههای ورق را به شکل کاملاً دقیق و ظریف و بدون پلیسه برش دهید.
- دقت به جریان جوشکاری: میزان شدت جریان جوشکاری باید با ضخامت ورق و نوع فلز تنظیم شود. جریان بالای جوشکاری موجب سوختن ورق و جریان کم جوشکاری عدم ذوب کافی را به دنبال خواهد داشت.
- سرعت مناسب جوشکاری: سرعت حرکت مشعل یا دستگاه جوش باید کاملاً ثابت و یکنواخت باشد. زیرا سرعت بالا ایجاد جوشهای باریک را رقم زده و سرعت کم ایجاد جوشهای پهن را منجر میشود.
- دقت به نوع گاز محافظ: نوع گاز محافظ باید مطابق با جنس فلز و روش جوشکاری باشد.
- الکترود مناسب: قطر و ضخامت الکترود باید مطابق با قطعه کار و روش جوشکاری انتخاب شود.
جوشکاری ورق نازک چه کاربردهایی دارد؟
جوشکاری ورق نازک به علت دقت و ظرافت بالا، کاربرد بسیار گستردهای دارد که برخی از این کاربردها شامل موارد زیر میشوند.
| صنعت خودرو سازی | بدنه خودرو، شاسی خودرو، قطعات الکترونیکی خودرو |
| صنعت هوا و فضا | بدنه هواپیما و ساخت قطعات آن با فلزهای آلومینیوم و تیتانیوم، ماهوارهها و موشکها |
| صنعت الکترونیک | بردهای مدار چاپی، مدارهای الکترونیکی، اتصالات فیزیکی |
| صنعت پزشکی | تجهیزات پزشکی، ایمپلنت ها، ابزارهای جراحی |
سخن آخر
با جوشکاری ورق نازک در این محتوا آشنا شدید. جوشکاری ورق های نازک برای فلزات با ضخامت خیلی کم استفاده میشود و فرایندی ظریف و دقیق دارد. جهت خرید تجهیزات مورد نیاز جوشکاری ورقهای نازک فروشگاه آرکا متال پاسخگوی سوالات شما میباشد.
 UTP
UTP اسپشیال متال
اسپشیال متال اورلیکن
اورلیکن ایساب
ایساب باسول
باسول بهلر
بهلر ترمانیت
ترمانیت جکا
جکا سوپرون
سوپرون مترود
مترود کناک
کناک کوبلکو
کوبلکو کیسول
کیسول گودولد
گودولد لینکلن
لینکلن هیوندای
هیوندای ولد الوی
ولد الوی میگ ولد
میگ ولد